Centrifugal Casting
The main characteristic of the centrifugal casting method is that the filling of the mold with metal and the solidification of the casting occur in the field of action of centrifugal forces, which are many times greater than the force of gravity.
PoligonSoft includes models to assess both the mold filling process and the formation of shrinkage porosity in the creation of parts through centrifugal casting. The user has the ability to define variables such as the axis of rotation, the direction, and the speed of rotation of the mold used in casting.
- Filling Dynamics
- Filling Defects
- Macro and Microporosity
- Residual Stresses
- Casting with Free Surface
- Bimetallic Alloys


Cost and Time Reduction
Save significant costs in materials and labor, in addition to reducing product development time.

Improve Quality and Precision
Prevent and correct casting defects, such as porosity, air inclusions, or solidification issues.

Process and Design Optimization
Experiment with different variables of the casting process to find the most efficient configuration.
Centrifugal Casting of Impeller Wheel
Verification study of simulation results conducted by Omsk State Technical University
- Stainless Steel 20х13l
- Mold Temperature - 200°C
- Pouring Temperature - 1590°C
- Rotation Speed - 900 rpm
- Filling Time ≈ 6 seconds
The calculations performed and external experiments demonstrate that PoligonSoft can be used to model the centrifugal casting process.
Moreover, the assessment indicators can be expanded by modeling and analyzing the stress-strain state and the porosity of the casting.
A comprehensive set of analysis results allows for identifying patterns to carry out a targeted optimization of centrifugal casting process parameters to prevent defects.
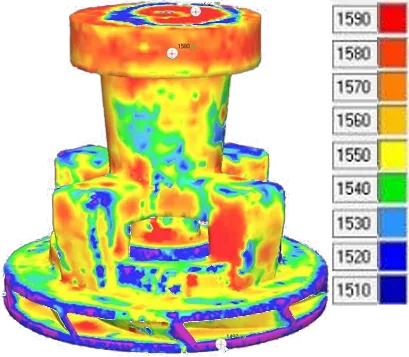
Visualization of temperature distribution immediately after pouring
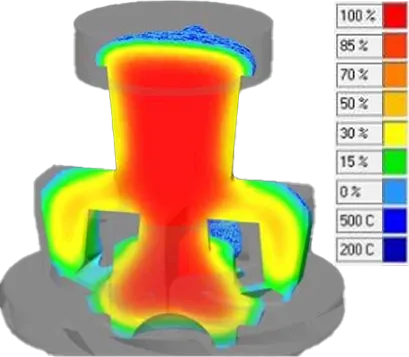
Solidification Dynamics
Centrifugal Casting of Bimetallic Rollers
PoligonSoft can be used in the simulation of the centrifugal casting process for the manufacturing of multi-layer metal rollers.
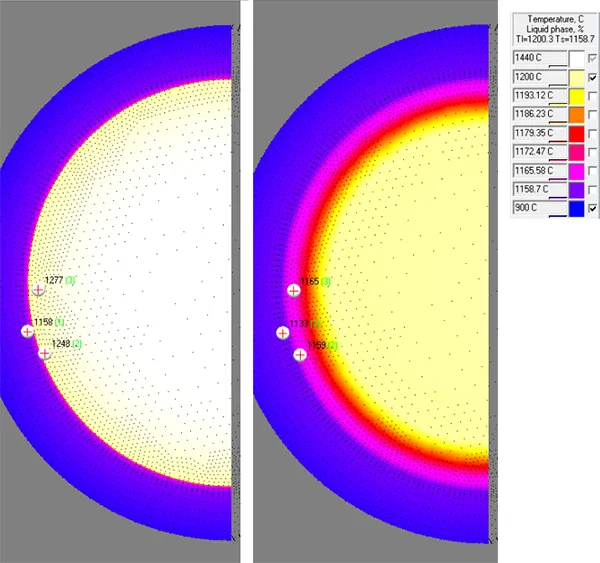
On the left - Remelting of the intermediate layer 60 seconds after the core casting is finished.
On the right - The moment when the T_Solidus temperature is reached again on the inner surface of the intermediate layer; 2500 seconds after the core casting.
Centrifugal Casting of Jewelry
Often, centrifugal casting is used to cast small and complex parts in the jewelry industry.
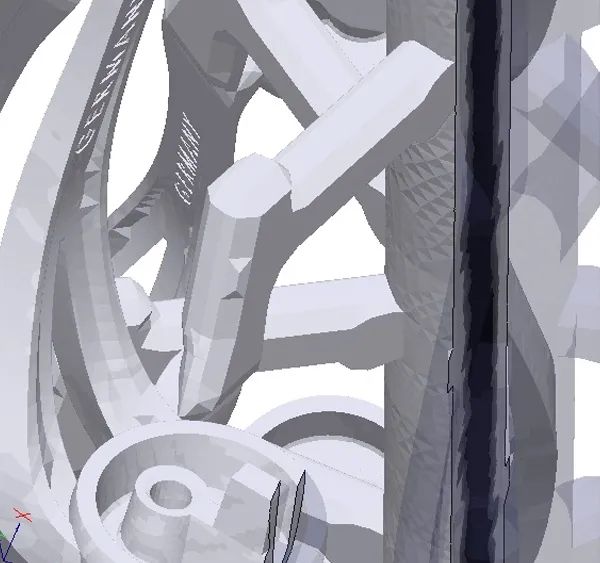
Simulation of casting processes in a multi-level block for obtaining jewelry preforms
It is observed that shrinkage defects are concentrated in the sprue, while the ring preforms themselves do not show shrinkage defects, despite the complex configuration of both the block itself and its individual parts.


